
Ang Crazy Stroitel.ru ay nagtatanghal sa iyo ng isang detalyadong paglalarawan ng hinang gamit ang isang inverter. Ang inverter ay isang welding machine na maaaring gamitin upang sumali sa mga metal sheet sa ilalim ng impluwensya ng paglabas ng kuryente. Ang mga welding inverters ay naging isang tunay na hakbang sa larangan ng mga welding machine, dahil ang mga lumang transformer ay medyo mabigat at mahirap gamitin. Ang inverter ay naa-access ng sinuman; sapat na upang malaman ang ilang mga prinsipyo ng proseso ng hinang gamit ito. Ang malaking kalamangan ay kapag hinang gamit ang isang inverter, mayroong mas kaunting spatter kaysa kapag hinang mula sa isang transpormer.
Ang isang natatanging tampok ng inverter ay, una sa lahat, ang magaan na timbang at maximum na mga kakayahan nito, sa tulong kung saan maaari itong magsagawa ng ganoong gawain na dati nang isinagawa ng kumplikado at mabibigat na mga yunit. Ang kuryente na natupok ng maliit na aparato na ito ay nakadirekta ng eksklusibo sa pagpapatakbo ng arko, sa tulong kung saan ang direktang proseso ng hinang ay isinasagawa.
Ang kagamitan ay hindi sensitibo sa mga pagbagsak ng boltahe sa elektrikal na network, na sinusunod sa mga rural na lugar. Kung nakakaranas ka ng mga pagbabago-bago sa iyong pribadong bahay, kapag bumibili, bigyang-pansin ang inirerekomendang boltahe sa data sheet ng inverter. Ang ilang mga mapagkukunan ay nagpapahintulot sa electrode welding d =3 mm kahit na sa 185 V mains boltahe.
Ang opinyon ng mga propesyonal na welder ay malinaw: sa tulong ng isang inverter mas madaling hawakan ang welding arc at makakuha ng maganda, mataas na kalidad na tahi.
Ang mga inverter welding machine ay napakatipid at lubos na maginhawang gamitin, na napakahalaga lalo na para sa mga interesado sa inverter welding para sa mga nagsisimula. Ano ang mga pangunahing kaalaman ng hinang gamit ang isang inverter, ang pamamaraan ng pagtatrabaho dito, ay mahalaga para sa isang baguhan? Una sa lahat, ito ay nagkakahalaga ng noting ang operating prinsipyo ng inverter. Dahil ang inverter ay isang electronic welding machine, ang pangunahing pasanin ng pagtatrabaho dito ay nahuhulog sa electrical network. Kung ikukumpara sa mga lumang welding machine, ang pag-activate nito ay nagreresulta sa isang malakas at maximum na pag-alog ng kuryente, bilang isang resulta kung saan ang isang shutdown ay nangyayari. network ng kuryente sa buong nayon, ang inverter ay may mga storage capacitor na nag-iimbak ng kuryente at tinitiyak, una, ang tuluy-tuloy na operasyon ng power grid, at pangalawa, dahan-dahan nilang sinisindi ang electric arc ng inverter. Sa isang medyo naa-access na form, maaari kang matuto ng mga aralin sa welding ng inverter nang mag-isa. At kung mayroon kang tanong tungkol sa kung paano matutong magluto gamit ang inverter welding, maaari ka naming bigyan ng ilan kapaki-pakinabang na mga tip, na siyang unang bagay na dapat mong bigyang pansin bago magwelding. napaka mahalagang punto ay din ang katotohanan na kung mas malaki ang diameter ng mga electrodes, mas maraming kuryente ang kumokonsumo nito. Samakatuwid, kung magpasya kang suriin ang pagpapatakbo ng iyong inverter, ito ay nagkakahalaga ng humigit-kumulang na kalkulahin ang maximum na halaga ng kuryente na natupok ng aparato, upang hindi masunog ang mga gamit sa bahay ng iyong mga kapitbahay. Bilang karagdagan, para sa bawat diameter ng elektrod ang pinakamababang kasalukuyang lakas ay ipinapakita, iyon ay, kung susubukan mong bawasan ang kasalukuyang lakas, ang tahi ay hindi gagana. Kung magpasya kang mag-eksperimento at dagdagan ang kasalukuyang, gagana ang tahi, ngunit ang elektrod ay mabilis na masunog.
Ang inverter na ibinebenta ng retail chain ay parang isang kahon. Ang bigat nito ay depende sa kapangyarihan ng aparato: 3 - 7 kg. Ang pagdadala ng kagamitan ay ginagawa gamit ang sinturon o hawakan. Ang paglamig ay isinasagawa sa pamamagitan ng mga butas sa bentilasyon sa kaso.

Ang mga sumusunod na control handle at indicator ay matatagpuan sa ibabaw ng kagamitan:
ang pag-on at pag-off ng device ay isinasagawa gamit ang toggle switch,
ang kasalukuyang at boltahe na mga halaga ay nakatakda gamit ang mga knobs sa front panel,
ang panel ay may mga tagapagpahiwatig na nagbibigay-alam tungkol sa supply ng kuryente at sobrang pag-init ng kagamitan,
Sa harap ng panel mayroong mga output na may markang "+" at "-".
Bilang karagdagan, ang kit ay may kasamang dalawang cable. Ang isa sa kanila ay nagtatapos sa isang may hawak ng elektrod. Ang pangalawa ay may isang clip na hugis tulad ng isang clothespin para sa pag-secure ng produkto na hinangin. Ang welding equipment ay konektado sa pamamagitan ng connector na matatagpuan sa rear panel ng device.
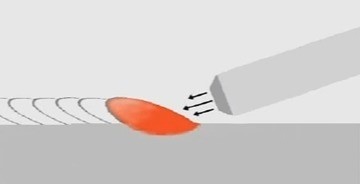
Upang maunawaan kung ano ang nangyayari sa panahon ng hinang, tingnan lamang ang iminungkahing larawan.

Ang arko ay nabuo mula sa contact ng metal na bahagi ng elektrod at ang metal na hinangin. Sa ilalim ng impluwensya ng temperatura ng arko, ang parehong welded metal at ang elektrod ay nagsisimulang matunaw. Ang tunaw na bahagi ng metal na hinangin at ang metal rod ng elektrod sa arc site ay bumubuo ng paliguan. Ang electrode coating ay natutunaw. Ang bahagi nito ay nagiging estado ng gas at isinasara ang paliguan mula sa oxygen.
Ang electrode coating na natitira sa isang likidong estado ay matatagpuan sa ibabaw ng likidong metal, na nagpoprotekta sa metal mula sa atmospheric oxygen sa panahon ng hinang at sa panahon ng paglamig.
Matapos makumpleto ang hinang at ang metal ay lumamig, ang likidong bahagi ng patong ay nagiging slag, na sumasakop sa tahi na may sa labas. Pagkatapos ng kumpletong paglamig, ang slag ay madaling maalis sa pamamagitan ng pag-tap gamit ang martilyo.
Ang elektrod ay natutunaw sa panahon ng hinang. Upang ang arko ay hindi lumabas, kinakailangan upang mapanatili ang isang pare-parehong distansya sa pagitan ng elektrod at ng metal, ang tinatawag na haba ng arko. Ito ay nakamit sa pamamagitan ng pagpapakain ng elektrod sa welding zone sa parehong bilis. Kasabay nito, subukang gabayan ang elektrod nang eksakto sa kahabaan ng joint ng weld.
Karagdagang video sa paksa:
1. Upang magsimulang magtrabaho kasama ang hinang, kailangan mong magkaroon ng mga proteksiyon na elemento, lalo na:
saradong leather na sapatos na may makapal na soles.

2. Ngunit ang isang makina ay hindi sapat upang simulan ang hinang. Ang gawaing welding ay nangangailangan ng pagkakaroon ng personal na kagamitan sa proteksiyon at mga hakbang sa paghahanda na naglalayong lumikha ligtas na mga kondisyon. Ang paghahanda ng site ay ang mga sumusunod:
Magbigay ng malinaw na espasyo sa mesa para sa hinang. Alisin ang lahat ng hindi kailangan kung saan maaaring makapasok ang mga splashes.
Magbigay ng mataas na kalidad na ilaw para sa lugar ng trabaho.
Ang gawaing welding ay isinasagawa nang nakatayo sahig na gawa sa kahoy, nagpoprotekta laban sa electric shock.
3. I-set up ang welding current at piliin ang electrode. Ginagamit namin electrodes para sa inverter welding mula 2 hanggang 5 mm. Itinakda namin ang kasalukuyang hinang depende sa kapal ng mga bahagi at ang materyal na hinangin. Karaniwan sa katawan ng inverter ay ipinahiwatig kung ano ang dapat na lakas ng kasalukuyang ito.
4. Kung sa harap mo kakabili pa lang network ng kalakalan electrodes, tiwala ka sa kanilang kalidad, maaari mong laktawan ang seksyong ito. Ang impormasyong ibinigay ay makakatulong sa paghahanda para sa operasyon ng mga electrodes na nakaimbak sa hindi pinainit na mga kondisyon. basang silid. Upang matiyak ang isang mataas na kalidad na welded joint, dapat silang tuyo sa loob ng 2-3 oras sa temperatura na 2000C. Para sa layuning ito, maaari mong gamitin ang isang lumang electric oven.
Ang mga electrodes ay pinili nang mahigpit batay sa tatak ng mga materyales na hinangin. Para sa pagsasanay, maaari mong gamitin ang pinakakaraniwan: ANO o MR.
5. Ikonekta ang ground terminal sa ibabaw na i-welded (naka-highlight sa pula).

6. Upang ang koneksyon ng hinang ay maging maaasahan at may mataas na kalidad, bago simulan ang trabaho, ang metal na hinangin ay dapat ihanda:
7. Mas mainam na simulan ang pagsasanay sa pamamagitan ng paggawa ng mga tahi sa anyo ng isang roller sa isang sheet ng metal na may malaking kapal. Gawin ang unang tahi sa metal, na inilalagay mo sa isang pahalang na ibabaw ng mesa. Gumuhit ng tuwid na linya sa metal gamit ang chalk; Ang proseso ng hinang ay nagsisimula sa pag-aapoy ng arko. Mayroong dalawang mga paraan upang mag-apoy ang welding arc:
Maaari mong subukang hampasin at hawakan ang arko gamit ang parehong mga pamamaraan. Maipapayo na huwag mag-iwan ng mga bakas sa labas ng welding zone kapag nag-aapoy. Ang isang arko ay nabuo mula sa contact ng isang elektrod at metal. Ang welder ay gumagalaw sa elektrod sa isang napakaikling distansya na naaayon sa haba ng arko at nagsisimula sa hinang.

8. Simulan natin ang welding.
Kaya natin to Hinangin. Tinatanggal namin ang scale (scale ng metal sa tuktok ng tahi) sa pamamagitan ng pagtapik dito ng isang maliit na martilyo (o isa pang matigas at mabigat na bagay).

9. Ito ay tinatayang kung ano ang dapat nating makuha.

Panoorin ang video:
Ano ang arc span o haba ng arc? Ito ang puwang na nabuo sa panahon ng proseso ng hinang sa pagitan ng elektrod at ng metal. Ang mga pangunahing kaalaman ng hinang ay nagsasaad na ang mahalagang punto ay patuloy na kontrol at pagpapanatili ng parehong laki ng puwang na ito.
Maikling arko

Sa isang maikling arko, mga 1 mm, ang metal ay pinainit sa isang maliit na zone at ang weld ay nagiging convex. Sa junction ng metal at ng tahi, maaaring lumitaw ang isang depekto tulad ng undercut. Ito ay isang maliit na uka malapit sa tahi at kahanay nito. Binabawasan ng undercut ang mga katangian ng lakas ng tahi.
Mahabang arko

Sa isang mahabang arko mahirap tiyakin ang katatagan nito. Ang arko ay hindi gaanong protektado mula sa hangin sa atmospera, mas mababa ang init ng metal, at ang resulta ay isang tahi ng hindi sapat na lalim.
Normal na arko

Ang pagbibigay ng isang palaging puwang ng normal na laki ay hahantong sa pagbuo ng isang normal na tahi na may mahusay na pagtagos. Ang normal na laki ng arko ay 2-3 mm.
Mga sikat na pagkakamali na ginawa ng mga nagsisimula kapag hinang:
Sa pamamagitan ng pag-aaral na kontrolin ang haba ng arko, masisiguro mo ang pinakamainam na resulta. Ang arko ay bumubuo ng isang weld pool habang dumadaan ito sa puwang, na natutunaw ang base metal at ang elektrod. Tinitiyak din nito ang paglipat ng idineposito na metal sa paliguan.
Paano matutong magwelding gamit ang welding machine at maiwasan ang mga depekto? Kapag mabilis na gumagalaw ang elektrod sa panahon ng proseso ng hinang, nabuo ang isang may sira na tahi. Ang linya ng paliguan ay matatagpuan mas mababa kaysa sa ibabaw ng base metal. Kung ang arko ay tumagos nang matindi at malalim sa base metal, itinutulak nito ang paliguan pabalik at lumilikha ng isang tahi. Samakatuwid, sa panahon ng proseso ng hinang, mahalagang tiyakin na ang tahi ay kapantay ng metal. Ang pagkuha ng kinakailangang lalim ng isang mataas na kalidad na tahi ay sinisiguro ng kasanayan ng welder. Bilang karagdagan sa paggalaw ng pagsasalin sa kahabaan ng welding edge, nagsasagawa ito ng mga transverse na paggalaw upang matiyak ang pagtagos at makuha ang kinakailangang lapad ng tahi. Ang pagpili kung aling mga paggalaw ang gagawin ay isang personal na bagay para sa welder. Para sa mga kapal ng metal na hanggang 4 mm, ipinapayo ng mga pamantayang European laban sa pagsasagawa ng mga transverse na paggalaw.
Ang paliguan ay sumusunod sa init - ito ay dapat tandaan kapag nagbabago ng direksyon kung kailan gawaing hinang Oh.  Ang undercut formation ay nangyayari kapag walang sapat na electrode metal upang ganap na mapuno ang pool kapag lumilipat. Upang maiwasan ang pagbuo ng naturang side groove (undercut), kailangan mong kontrolin ang mga panlabas na hangganan, maingat na subaybayan ang bathtub at, kung kinakailangan, gawin itong mas payat.
Ang undercut formation ay nangyayari kapag walang sapat na electrode metal upang ganap na mapuno ang pool kapag lumilipat. Upang maiwasan ang pagbuo ng naturang side groove (undercut), kailangan mong kontrolin ang mga panlabas na hangganan, maingat na subaybayan ang bathtub at, kung kinakailangan, gawin itong mas payat.

Kapag ang elektrod ay bahagyang tumagilid, ang lahat ng puwersa ay nakadirekta pabalik at ang tahi ay tumataas (lumulutang). 
Kapag ang elektrod ay labis na ikiling sa panahon ng proseso ng hinang, ang puwersa ay inilalapat sa direksyon ng tahi, na pumipigil sa normal na kontrol ng paliguan.
Kung kinakailangan upang makakuha ng isang flat seam o ilipat ang paliguan pabalik, gamitin ang mga electrode tilts sa iba't ibang mga anggulo. Nagsisimula ang trabaho sa isang anggulo mula 45° hanggang 90°, dahil pinapayagan ka ng anggulong ito na obserbahan ang paliguan at pagwelding nang normal.
Sa panahon ng trabaho, pinapakain ng welder ang elektrod sa welding zone na may isang tiyak na pagkahilig. Ang isang pagkakaiba ay ginawa sa pagitan ng forward at backward angle welding. Ito teknolohikal na pamamaraan ay nagbibigay-daan sa iyo upang ayusin ang mga parameter ng tahi.

Kapag hinang sa isang anggulo pasulong, ang tahi ay mas maliit sa lalim ngunit mas malawak, na maginhawa para sa manipis na metal. Ang welding ng makapal na metal ay ginagawa sa isang pabalik na anggulo, na nagsisiguro ng higit na pag-init ng metal sa lalim. Kapag nagsasagawa ng trabaho, ipinapayong mapanatili ang mga anggulo na ipinahiwatig sa figure. Ang malaking asul na arrow ay nagpapakita ng direksyon ng hinang - ang paggalaw ng hinang.
Karagdagang video sa paksa:
Ang proseso ng pagtunaw ng metal sa panahon ng hinang ay nangyayari sa ilalim ng impluwensya ng init ng arko, na nabuo sa pagitan ng elektrod at ng metal bilang isang resulta ng pagkonekta sa metal at elektrod sa kabaligtaran ng mga terminal. welding machine.
Mayroong dalawang mga pagpipilian para sa pagsasagawa ng welding work, naiiba sa pagkakasunud-sunod ng koneksyon, na tinatawag na welding na may direkta at reverse polarity. Sa direktang polarity, ang elektrod ay konektado sa minus, at ang metal sa plus, mayroong isang pinababang input ng init sa metal. Ang natutunaw na zone ay makitid, ngunit sa parehong oras ay malalim.
Kapag ang polarity ay nabaligtad, ang elektrod ay konektado sa positibo, at ang metal sa negatibo, na nagreresulta sa isang pinababang input ng init sa produkto. Ang melting zone ay medyo malawak, ngunit hindi malalim. Maaari mong obserbahan ang epekto ng cathodic cleaning ng welded surface.
Anong polarity ang dapat mong piliin kapag hinang? Ang welding ay ginagawa sa parehong direkta at reverse polarity. Kapag pumipili, isaalang-alang ang katotohanan na ang elemento ng network na konektado sa positibo ay mas umiinit. Ang lugar na may kulay na pula sa figure ay higit na umiinit sa panahon ng hinang.
Kapag hinang ang manipis na metal, natatakot silang mag-overheating at masunog ito. Ang isang minus ay konektado sa produkto at niluto na may reverse polarity. Ang makapal na metal ay hinangin gamit ang tuwid na polarity.
Ang bilis ng hinang at electrode feed ay dapat tiyakin na ang isang sapat na dami ng tinunaw na metal ay pumapasok sa welding zone. Ang kakulangan ng metal ay humahantong sa undercutting.
Kapag ang elektrod ay mabilis na gumagalaw sa kahabaan ng tahi, ang kapangyarihan ng arko ay hindi sapat upang mapainit ang metal, ang tahi ay mababaw, namamalagi sa ibabaw ng metal, nang hindi natutunaw ang mga gilid na hinangin. Kapag ang elektrod ay gumagalaw nang dahan-dahan, ang sobrang pag-init ng base at electrode metal ay sinusunod, posibleng nasusunog ang ibabaw at nababago ang manipis na metal.
Ang kasalukuyang lakas ay nakatakda sa inverter ayon sa data na ibinigay sa talahanayan. Tulad ng nakikita mo, ang data ay haka-haka.

Ang kasalukuyang lakas at ang bilis ng paggalaw ay may kumplikadong epekto sa hinang. Ang mataas na kasalukuyang nagpapataas ng lalim ng pagtagos at nagbibigay-daan sa iyo upang madagdagan ang bilis ng elektrod. Sa pinakamainam na pagtutugma ng kasalukuyang at bilis, ang tahi ay katamtamang matambok at maganda, na nagbibigay ng kinakailangang lalim ng pagtagos ng mga gilid na hinangin.
 Ano pa ang dapat mong bigyang pansin bago isagawa ang proseso ng hinang? Sa polarity ng mga electron. Ito ang mga pangunahing kaalaman sa hinang. Sa proseso ng DC welding, mayroong negatibo at positibong source charge. Pinag-uusapan kung paano kumonekta nang tama welding inverter, una sa lahat, kailangan mong magpasya kung aling singil ang ikokonekta kung saan, batay sa katotohanan na kung ang materyal na kailangang welded ay may positibong singil, kung gayon ito ay mas uminit. Kung ang isang positibong singil ay konektado sa elektrod, pagkatapos ito ay mag-iinit at mas masusunog. Ang reverse polarity ay tipikal kapag hinang gamit ang isang inverter, dahil ang manipis na mga sheet ng metal ay dapat na hinangin, at ang mga ito ay madaling masunog. Samakatuwid, kung ikaw ay pangunahing interesado sa hinang manipis na metal na may inverter, dapat mong bigyang pansin Espesyal na atensyon upang maitatag ang reverse polarity ng inverter, pati na rin sa normal na kasalukuyang lakas. Ang mga electrodes para sa inverter welding ng manipis na metal ay konektado sa "plus" sa inverter arc, at "minus" sa metal sheet.
Ano pa ang dapat mong bigyang pansin bago isagawa ang proseso ng hinang? Sa polarity ng mga electron. Ito ang mga pangunahing kaalaman sa hinang. Sa proseso ng DC welding, mayroong negatibo at positibong source charge. Pinag-uusapan kung paano kumonekta nang tama welding inverter, una sa lahat, kailangan mong magpasya kung aling singil ang ikokonekta kung saan, batay sa katotohanan na kung ang materyal na kailangang welded ay may positibong singil, kung gayon ito ay mas uminit. Kung ang isang positibong singil ay konektado sa elektrod, pagkatapos ito ay mag-iinit at mas masusunog. Ang reverse polarity ay tipikal kapag hinang gamit ang isang inverter, dahil ang manipis na mga sheet ng metal ay dapat na hinangin, at ang mga ito ay madaling masunog. Samakatuwid, kung ikaw ay pangunahing interesado sa hinang manipis na metal na may inverter, dapat mong bigyang pansin Espesyal na atensyon upang maitatag ang reverse polarity ng inverter, pati na rin sa normal na kasalukuyang lakas. Ang mga electrodes para sa inverter welding ng manipis na metal ay konektado sa "plus" sa inverter arc, at "minus" sa metal sheet.
Sa isang pribadong bahay higit na halaga Ito ay tiyak na hinang ng mga manipis na bahagi. Dahil ang pinakamaliit na pagkakamali ay maaaring humantong sa pagkasunog sa pamamagitan ng metal. Bago ka magsimulang magtrabaho sa mga manipis na bahagi, subukang makabisado ang mga pangunahing tahi sa makapal na metal.
Ang pinakakaraniwang kahilingan sa Internet para sa mga gustong matuto kung paano gumamit ng inverter ay “inverter welding for beginners video.” Nagbibigay kami sa mga pahina ng aming website natatanging video, kung saan makikita mo ang lahat ng mga prinsipyo ng pagtatrabaho sa isang inverter para sa isang baguhan.
At papayagan namin ang aming sarili ng ilang higit pang mga tip sa pag-aaral ng proseso ng welding gamit ang isang inverter:

Higit pang mga video sa paksa:
Pag-aralan ang video kung paano maayos na paandarin ang isang welding inverter at sigurado kami na ang proseso ng welding ay hindi magiging mahirap para sa iyo. Bago panoorin ang video, maingat na basahin ang paglalarawan ng hinang, na nakasulat sa aming artikulo.
Mga aralin sa video sa hinang gamit ang isang inverter:
At sa wakas, kung paano pumili ng tamang welding inverter?
Facebook (X)
VKontakte (0 )
Regular (37 )
Napakabuti at kapaki-pakinabang na artikulo! Talagang nasiyahan ako sa pagbabasa nito, salamat sa isang detalyadong pagsusuri ng iba't ibang mga nuances sa hinang. Practice tayo!)
Pane Meister. Nagsisimula pa lang akong pakuluan ito, inilagay ko ito sa inirerekumendang boltahe, kung hindi man ay nasusunog ang elektrod at ang polarity ng panlasa ay normal, ngunit hindi mo magagawa, at magiging masaya ka pa rin.
Welder Kyiv, welding work sa abot-kayang presyo
Kung kailangan mo ng tulong, sumulat dito sa mga komento, lagi kaming tutulong)
Napaka-kapaki-pakinabang na video para sa mga nagsisimula, nakakatulong na impormasyon Sa pangkalahatan, isang kapaki-pakinabang na site! Salamat! Good luck sa iyong trabaho!
Kailangan ko ng isang craftsman upang magwelding ng isang metal na korona sa frame ng icon. Metal - tanso.
Salamat, nagustuhan ko rin ang artikulo at ang mga komento
Mga minamahal, sa buwang ito ay tiningnan ang artikulong ito ng 8272 beses, na isang mataas na bilang. Mangyaring irekomenda ang artikulong ito sa iyong mga kaibigan sa mga social network upang magdala ng higit pang benepisyo sa mga baguhang welder.
mangyaring sabihin sa akin ang polarity. + kumonekta sa elektrod o sa lupa kung hindi man sila ay sumulat nang iba sa lahat ng dako Ang hinang ay tumigil sa pag-welding ng metal, ipinadala ito para sa pagkumpuni pagkatapos ng pagkumpuni, ito ay nagtrabaho nang ilang sandali at muli ang parehong problema ay iniulat sa master at sinabi niya na ang. ang elektrod ay dapat na konektado sa - ikonekta ang isang + sa ground a sa mga tagubilin sa kabaligtaran ito ay nakasulat + elektrod, - masa.
Guys, I want to say the following, I have enough practice in welding metal. Ngayon nagluluto ako ng metal na parang gumagawa ako ng isang craft mula sa plasticine, madali kong hinangin ang isang butas na may diameter na 40-100mm sa kisame na may three-point electrode, walang patch, at iba pa, sa madaling salita, ito ay masaya. . Natanggap ko ang kasanayang ito, at nangyari ito 18 taon na ang nakalilipas, sa sandaling sinimulan kong makita at makilala ang kulay ng metal sa panahon ng pag-init gamit ang isang arko. Samakatuwid, isinasaalang-alang ko ang pinakamahalagang kasanayan sa panahon ng pagsunog ng arko: 1. upang makilala ang slag mula sa metal. 2. tingnan ang temperatura ng pag-init ng metal sa pamamagitan ng kulay nito. Alamin ang mga bagay na ito at magugulat ka kung gaano kadali at simple ang lahat.
Ang pangangailangan na lumikha ng maaasahang mga koneksyon ng iba't ibang uri ng mga produktong metal ay pana-panahong lumitaw sa halos anumang sambahayan. Sa karamihan ng mga sitwasyong ito ang pinakamahusay na solusyon ay hinang. Tulad ng ipinapakita ng pagsasanay, ito ay pinakamadali para sa mga nagsisimula. Ginagawang posible ng gayong aparato na makakuha ng mas maaasahang mga koneksyon kung ihahambing sa mga resulta ng mga nauna nitong nauna, lalo na sa kawalan ng wastong karanasan at kasanayan. Hindi mahirap magluto ng iba't ibang mga metal na may inverter; kailangan mo lamang na ganap na pag-aralan ang mga tagubilin at sundin ang mga rekomendasyong natanggap sa lahat.
Sa karamihan ng mga kaso, mas gusto ng mga may-ari na magwelding ng metal, dahil... hinang ay nagbibigay-daan sa iyo upang makuha ang pinakamalakas na welds kapag ito ay kinakailangan upang matiyak permanenteng koneksyon mga detalye. Sa ilalim ng impluwensya ng apparatus, ang mga materyales ay sumasailalim sa plastic deformation. Ang mga particle ng elektrod at ang workpiece ay konektado, na nagreresulta sa paglikha ng isang napakalakas na intermolecular bond.
Maraming moderno at mataas na functional na teknolohiya ang binuo. Halimbawa, ang metal ay maaaring welded gamit ang electron at laser radiation, ang mga produkto ay pinagsama apoy ng gas at magluto sa ilalim ng ultrasound. Ang pinakamalawak na ginagamit na mapagkukunan ng enerhiya ay ang electric arc.

Ito ay nilikha ng mga welding machine o inverters. Ito ay may tulad na isang yunit na ito ay pinakamahusay na magsimulang matutunan ang kasanayan sa paglikha ng maaasahan at matibay na welded joints.
Ang isang welder na walang karanasan ay hindi maituturing na master ng kanyang craft. Ang isang tao ay nakakabisa sa lahat ng mga kasanayan sa pamamagitan ng pagsasagawa ng iba't ibang mga praktikal na gawain. Samakatuwid, ang isang baguhan ay dapat una sa lahat maging matiyaga at maglaan ng sapat na oras para sa pagsasanay sa trabaho.
Mangyaring magkaroon ng kamalayan na ang pagtatrabaho sa isang inverter ay potensyal na mapanganib. Kung hindi ka mag-iingat, maaari kang masunog sa pamamagitan ng mga splashes ng tinunaw na metal. Bilang karagdagan, ang iba't ibang mga nakakalason na sangkap ay inilabas, at ang panganib ng electric shock ay hindi nakansela. Ang radiation ay maaaring maging sanhi ng pagkasunog sa kornea ng mga mata. Iyon ang dahilan kung bakit, bago magtrabaho sa isang inverter, kailangan mong bigyang-pansin ang mga pag-iingat sa kaligtasan, paghahanda ng mga kagamitan sa proteksiyon, lugar ng trabaho at kagamitan.
Ang mga bentahe ng welding inverter ay ang magaan na timbang, compact size, ang kakayahang maayos na ayusin ang kasalukuyang, bilis at mataas na pagganap. Inirerekomenda ng mga nakaranasang welder na simulan ng mga nagsisimula ang kanilang mga kasanayan sa makinang ito. Mayroong maraming mga murang modelo sa merkado na hindi masira ang iyong badyet o kumukuha ng maraming espasyo sa iyong home workshop.

Ayon sa kaugalian, ang mga consumable electrodes ay ginagamit para sa metal welding. Sa pamamagitan ng mga ito, ang kasalukuyang ay ibinibigay sa tahi. Ang isa sa mga pangunahing bahagi ng naturang gawain ay flux-cored wire. Ito ay unti-unting pinapakain sa melting zone. Sa maraming mga kurso sa pagsasanay maaari kang makahanap ng mga rekomendasyon para sa pagsisimula sa paggamit ng mga electrodes, na ginawa sa format ng mga solid rod at may espesyal na natutunaw na patong. Sa ganitong mga electrodes, maaari mong mabilis na matutunan kung paano magwelding ng metal gamit ang isang inverter at lumikha ng makinis, malinaw na mga linya.
Para sa mga nagsisimula, pinakamahusay na simulan ang pag-aaral kung paano magwelding ng metal gamit ang rod electrodes na 3 mm ang lapad. Ang mas makapal na mga electrodes ay nangangailangan ng mas mataas na power welding equipment. Ang welding ng manipis na sheet metal ay isinasagawa gamit ang 2 mm electrodes. Lubos na hindi inirerekomenda na gumamit ng mga lumang electrodes na hiniram mula sa isang taong kilala mo. Mas mainam na bilhin kaagad ang mga ito bago simulan ang gawaing hinang. Ang mga stale electrodes ay malamang na magiging mamasa-masa, kaya wala silang silbi.
Kabilang sa mga pakinabang ng mga modernong inverters, dapat ding tandaan ng isa ang kanilang kaligtasan. Ang lahat ng mga wire ay nakatago sa isang selyadong plastic box. Ang solusyon na ito ay makabuluhang binabawasan ang panganib ng electric shock, kaya kahit na ang isang baguhan ay maaaring magsimulang matuto kung paano magwelding ng metal nang walang anumang mga problema o kahirapan. Gayunpaman, ang welding inverter, tulad ng iba pang electrical appliance, ay isang potensyal na hindi ligtas na mekanismo. Kapag nagtatrabaho dito kailangan mong sundin ang isang bilang ng mga patakaran. Ang mga pangunahing:

Ang anumang inverter ay dapat na may kasamang mga tagubilin para sa paggamit. Tiyaking magagamit ito. Sa gabay na ito makakahanap ka ng mga tip sa kung paano kumilos sa iba't ibang sitwasyon. Sa dulo ng manwal ay karaniwang mayroong kapaki-pakinabang na mga rekomendasyon binigay sa welder Maikling Paglalarawan pangunang lunas para sa iba't ibang mga pinsala at pinsala, ang mga sipi mula sa mga pag-iingat sa kaligtasan ay kinakailangang ibigay. Ang lahat ng mga tip ay nakasulat sa lubos na naiintindihan na wika, upang kahit na ang isang baguhan ay hindi magkakaroon ng anumang mga paghihirap.
Karaniwan, ang isang proteksiyon na maskara at guwantes ay kasama sa inverter. Kabuuang timbang Ang karaniwang welding inverter kapag kumpleto sa gamit ay humigit-kumulang 6-7 kg. Nagbibigay-daan ito sa iyo na dalhin ang device sa halos lahat ng dako.
Ang metal ay maaari lamang i-welded gamit ang isang protective shield at isang welder's mask. Pinoprotektahan ng mga aparatong ito ang kornea mula sa mga paso.

Ang mga direktang paso ay maaaring sanhi ng maliwanag na radiation. Maaaring masunog ng mainit na metal splashes ang mga walang takip na bahagi ng balat, kaya hindi rin ito dapat mangyari.
Ang suede o canvas gloves ay ginagamit upang protektahan ang balat ng mga kamay. Ang mga produktong gawa sa cotton fabric at knitwear ay hindi angkop. Ang robe at pantalon o oberols ay dapat na gawa sa makapal na tela. Ang pinakamahusay na pagpipilian- makapal, siksik na tarpaulin.
Maglagay ng balde ng tubig malapit sa lugar ng iyong trabaho. Maghanda ng isang lumang makapal na kumot. Ang lahat ng ito ay makakatulong sa iyo na mapatay ang isang aksidenteng sunog kung ito ay nangyari. Pinakamainam na magsanay sa labas, ngunit maaari ka ring magsanay sa loob ng bahay. Kailangan mo lamang alisin ang lahat ng nasusunog na bagay mula sa lugar ng trabaho.
Bago ka magsimula, magsanay sa isang patag na ibabaw. Una kailangan mong malaman kung paano gabayan ang elektrod kasama ang workpiece. Ang baras ay dapat na gaganapin sa isang anggulo ng 70-75 ° sa ibabaw. Panatilihin ang arko sa layo na 3-5 mm mula sa metal. Mahalaga na ang distansya na ito ay mapanatili sa buong haba ng tahi, kung hindi man ay magkakaroon ito ng mga depekto.

Kailangan mo ring malaman kung paano itakda nang tama ang kasalukuyang. Kapag nagtatrabaho sa isang elektrod na may diameter na 3 mm, ang isang kasalukuyang 80 A ay sapat na Kung ang kasalukuyang ay masyadong mababa, hindi mo magagawang mapanatili ang isang pare-pareho at sapat na arko. Ang sobrang agos ay magdudulot ng pagkatunaw ng metal.
Bago kumonekta sa isang electrical network ng sambahayan, siguraduhing suriin ang mga pangunahing parameter at katangian nito. Ito ay magbibigay-daan sa iyo upang maiwasan ang mga maikling circuit, overheating ng mga de-koryenteng mga kable at pinsala sa welding machine.
Tiyaking bigyang-pansin ang naturang parameter bilang ang maximum na oras ng pagpapatakbo sa buong lakas. Sa manual, ang parameter na ito ay tinutukoy bilang "Sa tagal" o "PV". Ito ay ipinahiwatig bilang isang porsyento. Halimbawa, kung ang mga tagubilin ay nagsasabi na ang duty cycle para sa yunit na ito ay 70%, kailangan mong maunawaan na ang inverter ay magagawang gumana sa buong pagkarga para sa 70% ng nakaplanong yugto ng panahon, habang ang natitirang 30% ay dapat iwanang magpahinga. Ayon sa kaugalian, ang oras ng pagtatrabaho ay nahahati sa mga agwat. Kadalasang nahahati sa 10 minutong pagitan. Sa halimbawang ito, maaaring gamitin ang device sa loob ng 7 minuto sa buong pagkarga, pagkatapos nito ay mangangailangan ito ng 3 minutong pahinga. Suriin ang mga indicator na ito para sa iyong inverter.

Bilang isang patakaran, ang mga nagsisimula ay nagsisimulang matutunan kung paano magwelding ng metal sa pamamagitan ng paglikha ng mga kuwintas sa mga hindi kinakailangang produkto. Ito ay nagpapahintulot sa iyo na makabisado lamang ang pamamaraan para sa pagtunaw ng mga materyales ay hindi nilikha sa yugtong ito ng pagsasanay.
Ang ibabaw ay dapat munang linisin mula sa kaagnasan at lahat ng uri ng mga kontaminante.
Pagkatapos lumitaw ang electric arc, ituro ang elektrod sa metal. Panatilihin ang isang pare-parehong distansya sa pagitan ng metal na pinoproseso at ang arko. Mahalaga na hindi ito lalampas sa 3-5 mm.
Bagaman ito ay pagsasanay, huwag pa rin kalimutan na ang kalidad ng tahi ay direktang nakasalalay sa kakayahang mapanatili ang distansya sa pagitan ng arko at metal sa isang pare-parehong antas. Kung ang distansya ay nagbabago, magkakaroon ka lamang ng isang may sira na tahi. Hawakan ang baras sa isang anggulo sa ibabaw ng workpiece. Ang slope na 70° ay itinuturing na pinakamahusay. Ang elektrod ay maaaring ikiling parehong paatras at pasulong. Gawin kung ano ang pinaka-maginhawa para sa iyo. Sa paglipas ng panahon, magagawa mong piliin ang slope na magiging pinakamahusay at pinaka-maginhawa para sa iyo.
Sa yugtong ito, kailangan mong matutunan kung paano itakda ang kasalukuyang lakas upang matiyak ang isang matatag na supply. Kung walang sapat na kasalukuyang, hindi mo magagawang mapanatili ang isang matatag na arko. Kung ang kasalukuyang daloy ay masyadong malakas, ang metal ay matutunaw. natukoy lamang sa eksperimento.
Bigyan ito ng sapat na oras at hanapin ang naaangkop na halaga.
Kapag natutunan mo kung paano gumawa ng mga roller, itakda ang kasalukuyang at panatilihin ang arko, maaari kang magpatuloy sa susunod na yugto ng pag-aaral kung paano magwelding ng metal. Karaniwan ang lahat ay ginagawa sa isang pagkakasunud-sunod na sinubukan ng maraming mga welder. Sundin ang sumusunod na working order:

Ang proseso ng hinang ay nangangailangan ng pagkakabukod ng lahat ng kasalukuyang nagdadala ng mga wire mula sa welding arc.
Bilang isang resulta, makakakuha ka ng isang weld seam. Malabong maging perpekto kaagad. Upang makakuha ng mataas na kalidad na mga tahi, kailangan mo ng karanasan at pagsasanay. Sa paglipas ng panahon ikaw ay makabisado gawaing ito at magagawa mo ang lahat sa pinakamahusay na antas.
Kaya, maaari mong gamitin ang mga serbisyo ng mga third-party na espesyalista, magbayad sa kanila ng maraming pera, o matutunan kung paano gawin ang lahat sa iyong sarili. Sa pamamagitan ng paglalaan ng kaunting oras at pagsisikap sa pag-aaral, hindi ka na umaasa sa ibang tao. Sa paglipas ng panahon, makakabisado mo ang propesyon na ito at magagawa mong lumikha ng mga sulok na tahi, mga joint ng kisame at iba pang kumplikadong bagay. Sundin ang mga tagubilin at magtatagumpay ka. Maligayang pag-aaral at pagtatrabaho!
Upang makapagsagawa ng trabaho anumang oras sa isang home workshop o sa personal na balangkas gawaing may kaugnayan sa pagkonekta ng mga elemento mga istrukturang metal, sapat na ang bumili ng modernong welding machine at matutunan kung paano magwelding gamit ang welding inverter.
Matagal nang natanggap ang welding work malawak na gamit hindi lang sa seryosong produksyon, ngunit gayundin sa pang-araw-araw na buhay
Ang mahusay na katanyagan ng mga kagamitan sa inverter sa mga manggagawa sa bahay ay ipinaliwanag sa pamamagitan ng katotohanan na sa tulong ng naturang mga compact na aparato, na magaan din, posible na gumawa ng mataas na kalidad, maaasahan at tumpak na mga welded joints, kahit na walang mataas na kwalipikasyon.
Ang disenyo ng anumang welding inverter ay binubuo ng mga elemento tulad ng:

Ang mga makabagong teknolohiya na ipinatupad sa disenyo ng mga inverters ay ginagawang posible na makakuha ng mataas na kalidad na welded joints nang walang anumang mga problema. Dahil sa kanilang pagiging compact, ang mga naturang device ay hindi kumukuha ng maraming espasyo, at dahil sa kanilang magaan na timbang (5–15 kg) espesyal na paggawa maaaring ilipat kahit saan.
Kung matututunan mo kung paano magtrabaho nang tama, maaari mo itong gamitin upang magwelding ng anumang mga istrukturang metal. Ang bawat bagong inverter ay may kasamang mga tagubilin, kung saan maraming matututunan ang may-ari ng kagamitan kapaki-pakinabang na impormasyon: kung paano ikonekta ang aparato nang tama, kung aling elektrod ang pipiliin upang magwelding ng mga produkto mula sa isang partikular na metal, atbp.

Mga pattern ng paggalaw ng elektrod depende sa uri ng tahi (i-click upang palakihin)
Gayunpaman, madalas sa mga kamay handyman sa bahay mga hit aparatong inverter, ang mga tagubilin para sa kung saan ay hindi isinalin sa Russian o nawawala sa kabuuan. Napakahalaga na matuto nang tama, dahil kung kikilos ka nang random ay magiging mahirap na magwelding ng mabuti sa metal. Bilang karagdagan, maaari kang makatagpo ng pagkabigo ng kagamitan.
Gayunpaman, kung susundin mo ang karaniwang tinatanggap na mga panuntunan, maaari kang magtrabaho sa anumang modelo ng inverter at epektibong malutas ang lahat ng mga gawain. Pagkatapos maingat na pag-aralan ang mga panuntunang ito, manood ng isang video ng pagsasanay na makakatulong na palakasin ang teoretikal na materyal gamit ang mga visual.
Bago ka magsimula sa pag-welding ng metal, ihanda ang lahat ng kinakailangang kagamitan upang matiyak ang iyong kaligtasan: isang welding mask, espesyal na damit na gawa sa makapal na tela, sapatos sa trabaho at guwantes, na dapat ding gawa sa makapal na materyal.

Upang ang weld ay maging mataas ang kalidad, kinakailangan upang piliin ang tamang mga electrodes. Ang kanilang uri at diameter ay pinili depende sa metal kung saan ginawa ang mga bahagi na pinagsama, ang kapal ng huli, pati na rin ang mga mode ng hinang. Dahil ang mga ibabaw ng workpiece na hinangin ay dapat na lubusan na linisin, kailangan mo ring maghanda ng isang brush na may metal wire bristles.
Bago ikonekta ang inverter sa electrical network, kailangan mong suriin kung ang mga parameter ng network ay tumutugma sa mga katangian ng konektadong kagamitan.
Kasama sa mga parameter na ito ang lakas agos ng kuryente at ang halaga ng boltahe, na dapat nasa loob ng saklaw na tinukoy sa pasaporte ng inverter. Ang aparato ay dapat na konektado sa power supply sa pamamagitan ng isang awtomatikong circuit breaker, na maiiwasan ang pinsala sa kagamitan kung ito de-koryenteng circuit ang isang maikling circuit ay nangyayari o ang boltahe ay tumataas nang husto para sa isa pang dahilan.

Bago simulan ang hinang, kinakailangang pangalagaan ang kondisyon ng lugar ng pagtatrabaho. Dapat na naka-install ang inverter patag na ibabaw, at dapat mayroong sapat na espasyo sa paligid ng katawan nito upang matiyak ang libreng paggalaw ng hangin, dahil sa kung saan natural na bentilasyon mga device. Huwag takpan ang katawan ng device ng tela, na maghihigpit sa daloy ng hangin sa mga ventilation grilles nito.
Ang proseso ng hinang ay sinamahan ng mataas na temperatura at pag-splash ng tinunaw na metal, kaya dapat walang nasusunog, apoy o sumasabog na mga sangkap sa lugar ng trabaho.

Pagkatapos ng lahat mga gawaing paghahanda nakumpleto, ang mga kinakailangan sa kaligtasan ay natutugunan, maaari kang magpatuloy sa mga sumusunod na aksyon:
Ang pagkakasunud-sunod at kawastuhan ng pagsasagawa ng mga naturang aksyon ay mahusay na ipinakita ng video ng pagsasanay. Ngayon na ang inverter ay konektado sa elektrikal na network, at ang elektrod sa may hawak nito ay handa nang gamitin, maaari mong simulan ang hinang.
Ang unang bagay na kailangan mong gawin upang simulan ang pagluluto gamit ang isang inverter ay upang sindihan ang isang electric arc sa pagitan ng ibabaw ng bahagi at ang dulo ng elektrod. Upang gawin ito, ang huli ay gumagawa ng isang scratching na paggalaw sa ibabaw ng workpiece, bilang isang resulta kung saan dapat lumitaw ang isang maliwanag na flash. Ang metal sa arc zone ay magsisimulang matunaw. Matututuhan mo kung paano magsindi ng arko nang tama at gawin ito nang mabilis sa pamamagitan ng panonood ng video ng pagsasanay.
Kapag nagsasagawa ng hinang, mahalagang subaybayan ang haba ng arko, na dapat humigit-kumulang na tumutugma sa diameter ng elektrod na ginamit (sa kasong ito, ang mga bahagi ay pantay na matutunaw, na magpapahintulot sa pagbuo ng isang mataas na kalidad na hinang). . Ito ay kinakailangan upang matiyak na ang naturang pagtagos ay nangyayari nang pantay-pantay sa buong proseso ng hinang.
Ang kalidad at pagiging maaasahan ng weld ay naiimpluwensyahan din ng polarity ng pagkonekta sa inverter power cable at ground cable. Upang piliin nang tama ang polarity na ito, kailangan mong malaman kung ano mismo ang materyal na gawa sa mga bahagi na konektado. Karamihan sa mga grado ng bakal at iba pang mga metal ay pinakamahusay na hinangin na may direktang polarity;

Tinitiyak ng disenyo ng mga modernong welding inverters ang maayos at mahusay na regulasyon ng kasalukuyang operating, na ginagawang simple at komportable ang pagtatrabaho sa mga naturang device kahit para sa mga baguhan na welder. Maaari mong hatulan na ang kasalukuyang hinang ay napili nang hindi tama batay sa isang bilang ng mga kadahilanan. Kaya, kung ito ay masyadong maliit, kung gayon ang weld seam ay lumalabas na masyadong matambok at makitid, at ang mga bahagi sa mga ganitong kaso ay hindi maayos na pinagsama. Kung ang kasalukuyang ay masyadong mataas, pagkatapos ay ang matinding spattering ng tinunaw na metal ay nangyayari, at ang mga paso ay maaaring lumitaw sa ibabaw ng mga bahagi na konektado.

Ang pagpili ng kasalukuyang hinang ay depende sa diameter ng elektrod na iyong hinangin. Kaya, kapag hinang ang metal na may kapal na isa hanggang tatlong milimetro na may mga electrodes na may diameter na hanggang 1.5 mm, ang lakas ng kasalukuyang hinang ay pinili sa hanay na 20-60 A. Kung sakaling gumamit ng mas malalaking diameter rod, na ay maaaring gamitin upang magwelding ng metal na 4–5 mm ang kapal, ang lakas ng welding current ay pinili sa loob ng 100 A.
Habang nanonood ng isang video ng pagsasanay o nanonood ng gawain ng isang kwalipikadong espesyalista, ang mga baguhan na welder ay madalas na interesado sa kung bakit ang slag ay natumba sa ibabaw ng tapos na weld. Ginagawa ito sa pagkakasunud-sunod, una, upang suriin ang kalidad ng hinang, at pangalawa, upang bigyan ang natapos na pinagsamang isang kaakit-akit na hitsura. Ang isang tahi na nalinis ng slag ay nagpapakita ng lahat ng mga pagkakamali na ginawa sa panahon ng hinang.

Siyempre, hindi mo dapat asahan na ang mga baguhan na welders (o tinatawag na mga dummies) ay gagawa kaagad ng maganda at mataas na kalidad na mga weld. Ang karunungan, kabilang ang hinang, ay hindi kaagad dumating pagkatapos na maging pamilyar sa teoretikal na materyal at manood ng mga video na ito ay binuo lamang sa pamamagitan ng karanasan.
Ang mga tamang napiling electrodes ay may malaking papel sa pagbuo ng isang mataas na kalidad at maaasahang welded joint. Imposibleng matutunan kung paano piliin ang mga ito mula sa isang video upang gawin ito, dapat mong sundin ang mga pangkalahatang tinatanggap na rekomendasyon at ang mga sumusunod na prinsipyo.

Pag-uuri ng mga electrodes ayon sa uri at layunin (i-click upang palakihin)
Electric welderGinagamit ang welding sa halos lahat ng industriya. Mahirap pangalanan ang anumang segment ng produksyon na hindi nangangailangan ng trabaho ng isang welder. Bilang isang propesyon para sa mga nagsisimula, nagbibigay ito ng pagkakataong makakuha ng magandang trabaho. Ang mga welder ay nagtatrabaho sa mga site ng konstruksyon, lumilikha ng mga sistema ng iba't ibang mga komunikasyon at istruktura, sa industriya, inilalapat ang kanilang mga kasanayan at karanasan, sa paggawa ng barko, mechanical engineering, enerhiya, agrikultura, industriya ng pagdadalisay ng langis.
Una sa lahat, ang welder ay dapat na matatas sa mga kagamitan sa hinang. Kasabay nito, siya, bilang isang espesyalista, ay kinakailangang magkaroon ng masusing kaalaman sa mga prinsipyo ng pagpapatakbo nito, paghahanda ng kagamitan para sa operasyon at pagtukoy ng mga posibleng pagkakamali. Ang welder ay dapat na makabisado ang teknolohiya ng pagsasagawa ng welding work mula sa paghahanda ng mga ibabaw na pagsasamahin hanggang sa paglilinis ng weld at pag-detect.
Ang isang espesyalista na gumaganap ng gawaing hinang ay dapat alam kung paano maayos na magwelding gamit ang electric welding, matukoy pinakamainam na mode para sa hinang iba't ibang materyales, itakda ang kasalukuyang halaga. Ang pagiging kumplikado ng gawain ng isang gas-electric welder ay nakasalalay din sa katotohanan na sa panahon ng proseso ng hinang, ang pagbabago ng mode ng hinang ay maaaring negatibong makaapekto sa kanilang kalidad, samakatuwid napakahalaga na tama na matukoy ang bilis ng hinang mula sa simula. Ang mga kwalipikadong welder ay nagsasagawa ng manu-manong arc welding at maaaring lumikha ng medyo kumplikadong mga istruktura ng metal at pipeline. Dapat alam ng welder kung paano humawak iba't ibang uri mga metal: mga haluang metal, bakal (kabilang ang mga may limitadong weldability).
Ang mga propesyon sa welding ay itinuturo sa mga kolehiyo, bokasyonal na paaralan, at mga kurso. Ang pagsasanay ay isinasagawa sa loob ng tatlong taon batay sa ikasiyam na baitang at dalawang taon sa batayan ng ikalabing-isang baitang.
Kung hindi ka magtatrabaho bilang isang welder, ngunit nais mong matutunan kung paano magtrabaho sa electric welding upang, kung kinakailangan, maaari kang magwelding ng isang bagay sa iyong sarili, maaari mong gamitin ang payo sa artikulong ito, o ang panitikan mula sa "Electric welding tutorial" na serye. Siyempre, sa kasong ito hindi ka magiging isang top-class welder, ngunit hindi ito kinakailangan. Ang pangunahing bagay ay upang maunawaan kung paano gamitin ang electric welding nang tama, matutunan ang mga pangunahing kaalaman ng electric welding, at matutunan ang mga pangunahing diskarte sa trabaho.
Una sa lahat, kailangan mong bumili ng welding machine at mga electrodes, na kailangan mong i-stock sa disenteng dami, dahil sa proseso ng pag-aaral, kailangan mong sirain ang marami sa kanila bago mo makamit ang unang positibong resulta. Pumili ng mga electrodes para sa hinang gamit ang iyong sariling mga kamay na may diameter na 3 mm. Ang mga ito ay ang pinaka-angkop para sa pagsasanay sa bahay, dahil ang mga mas payat ay angkop para sa napakanipis na metal, na ang mga may karanasan na mga welder lamang ang maaaring magwelding, habang ang mga mas makapal ay naglalagay ng mabigat na pagkarga sa elektrikal na network.
Makakakita ka ng maraming tagubilin, mga manwal sa Internet, at mga video lesson sa electric welding sa mga pangunahing kaalaman sa pagsasagawa ng gawaing ito ay available din online. Nasa ibaba ang isang pagsusuri ng kursong "5 mga aralin sa electric welding":
Pagkatapos manood ng isang video ng electric welding, maaari kang matuto ng metal welding at gawin ang unang tiwala na hakbang sa kumplikado at kawili-wiling bapor na ito.
Mga welding inverter (na may sariling mababa ang presyo 7-10 thousand) ay bumubuo ng mataas na kalidad na mga tahi, kahit na sila ay nasa mga kamay ng mga nagsisimula. Siyempre, magiging maganda ang trabaho kung susundin mo ang mga simpleng patakaran. Ang lahat ng mga ito ay inilarawan sa artikulo. Gayunpaman, bago simulan ang trabaho, kailangang basahin ng mga nagsisimula ang mga tagubilin para sa device. Kadalasan mayroong ilang kapaki-pakinabang na tip, pati na rin ang mga pag-iingat sa kaligtasan. Tandaan na kahit sino ay maaaring matutong magwelding ng metal.
Ang welding inverter ay isang tool para sa welding metal. Nakuha ang pangalan nito dahil nag-transform ito alternating current sa permanente. At kahit na ang inverter ay halos 90% na mahusay, ang pagkonsumo ng enerhiya nito ay mababa, kaya hindi mo kailangang mag-alala tungkol sa mataas na singil sa kuryente.
Kadalasan, ang welding inverter ay nagpapatakbo mula sa isang 220 volt network, ilang mga uri - mula sa 380. Kasabay nito, posible na magtrabaho sa isang pinababang boltahe: isang 3 mm electrode, halimbawa, ay maaaring magamit sa 170 V.
Ang welding na may inverter, kumpara sa isang transpormer o rectifier, ay mas madali. Bilang karagdagan, kahit na ang isang baguhan ay maaaring humawak ng arko. Iyon ang dahilan kung bakit natutunan ng karamihan sa mga tao ang sining ng hinang dito.
Ang isang electrode ay isang metal rod na pinahiran espesyal na patong– pinaghalong slag. Minsan ang mga sangkap na bumubuo ng gas ay idinagdag dito. Ang patong ay protektahan ang tinunaw na metal mula sa oksihenasyon.
Ang baras ay pinili depende sa uri ng metal na welded. Halimbawa, para magtrabaho sa carbon o corrosion-resistant steel, kakailanganin mo ng UONII electrode grade. Mayroon ding mga unibersal na electrodes. Kabilang dito ang tatak ng ANO. Ginagamit ang mga ito para sa reverse at forward na kasalukuyang ng anumang polarity.
Ang mga electrodes ay nahahati din sa diameter, na nag-iiba mula sa 1.6 mm hanggang 5 mm. Ang laki ay pinili depende sa kapal ng metal na hinangin: mas makapal ito, mas malaki ang diameter. Ang isang talahanayan ay maaaring maging kapaki-pakinabang kapag nagtatrabaho sa isang welding machine.
Kung mas makapal ang baras, mas maraming kapangyarihan ang dapat magkaroon ng inverter welding machine. Samakatuwid, para sa mga nagsisimula, ang diameter na hindi hihigit sa 4 mm ay angkop; ang manipis na metal ay maaaring welded sa isang elektrod na 2 mm.
Ang kapal kung saan ang metal ay maaaring direktang matunaw ay depende sa nakatakdang kasalukuyang lakas. Ang kapangyarihan ng arko ay tinutukoy din ng tagapagpahiwatig na ito. Tinutukoy ng laki ng elektrod ang kinakailangang kasalukuyang lakas.
Depende sa ibabaw, ang halaga ng kasalukuyang hinang ay napili. Sa mga pahalang na ibabaw ito ay maximum, sa mga patayong ibabaw ay mas mababa ito ng halos 15%, sa mga overhanging na ibabaw ng 20%.
Welding machine uri ng sambahayan maaaring maghatid ng hanggang 200 amperes. Naka-on propesyonal na instrumento ang mga halaga ay umabot sa 250 at pataas. Ang direksyon kung saan ang kasalukuyang daloy ay matukoy ang polarity. Ang inverter ay may kakayahang baguhin ang polarity.
Tulad ng alam mo, kasalukuyang gumagalaw mula minus hanggang plus. Samakatuwid, mas umiinit ang terminal na "+". Ang tampok na ito ay nagbibigay-daan para sa mataas na kalidad na metal welding. Kung ang mga bahagi na hinangin ay makapal, ang positibong terminal ay konektado sa isa sa mga bahagi. Ang pamamaraang ito ay tinatawag na direktang polarity.
Ang isang negatibong terminal ay nakakabit sa mga manipis na produkto. Ang pamamaraang ito Ang koneksyon ay tinatawag na reverse polarity.

Bago mo simulan ang direktang hinang mga produktong metal, kailangan mong pag-aralan ang pangunahing mga tampok ng disenyo inverter welding machine. Ang mga ito ay ipinakita sa diagram.

Ang inverter mismo ay mayroon average na timbang: hanggang 7-8 kg. U kalidad na instrumento sa gilid ng metal case meron ihawan ng bentilasyon, na pumipigil sa transpormador mula sa overheating.
Mayroong on/off button sa back panel. Mayroong dalawang konektor sa harap na bahagi: "+" at "-". Ang isang cable ay konektado sa kanila, na may isang elektrod sa isang dulo at isang clamp sa kabilang dulo. Ang mga kable mismo ay dapat na may sapat na haba at nababaluktot.
Mga sunud-sunod na tagubilin na nagsasabi sa iyo kung paano magluto gamit ang isang inverter nang tama.

Ang pag-aapoy ng arko ay ang unang yugto, at ang mga nagsisimula ay may mga problema dito. Una, bahagyang tinapik ang baras sa metal upang alisin ang pampadulas. Ang isang paraan na katulad ng pagsisindi ng posporo ay ginamit. Ang elektrod ay inilipat sa ibabaw ng produkto at bahagyang hinawakan. Kung ang baras ay biglang dumikit sa metal, ito ay maaaring biglaang hinila sa gilid o ang inverter ay ganap na nakapatay.
Kailangan mong hampasin hanggang lumitaw ang isang maliwanag na arko. Upang maiwasang mawala ang arko, panatilihin ang elektrod sa layong 4 mm mula sa metal.
Ang elektrod ay maaari lamang gumalaw kasama ang ilang mga tilapon. Naipakita na sila. Kung diretso mo lang ililipat ang elektrod, masisira ang tahi. Ang bilis ng paggalaw nito ay nakakaapekto sa mga katangian ng tahi. Kung mabilis kang kumilos, ang tahi ay magiging makitid at hindi matambok kung ikaw ay mabagal, ito ay magiging malawak at matambok. Sa punto kung saan nagtatapos ang tahi, ang elektrod ay gaganapin sa loob ng 3-4 na segundo.

Ang isang hindi pantay na tahi ay madalas na nabuo kapag ang elektrod ay gumagalaw nang masyadong mabilis. Kapag pinag-uusapan ang paglikha ng isang pantay at mataas na kalidad na tahi, kailangan mong ipakilala ang konsepto ng isang weld pool. Ang weld pool ay ang bahagi ng metal na nasa likidong estado sa panahon ng hinang. Ang materyal na tagapuno ay pumapasok sa bahaging ito. Ang hitsura ng paliguan - magandang senyas, na nagpapahiwatig na ang hinang ay nagpapatuloy nang tama.
Ang tabas ng paliguan ay matatagpuan sa ilalim ng ibabaw ng bahagi ng metal. Mga anyo ng paliguan magandang tahi, kung ang welding arc ay pumasa nang pantay-pantay at sa isang mahusay na lalim sa produkto. Kailangan mong tiyakin na ang tahi ay hindi bumaba, ngunit nananatiling antas sa ibabaw. Magandang koneksyon Mas madaling lumikha kung gagawa ka ng mga pabilog na paggalaw gamit ang elektrod. Sa kasong ito, ang paliguan ay dapat na ipamahagi sa isang bilog.
Kapag gumagawa ng mga tahi sa mga sulok, tandaan na ang paliguan ay gumagalaw sa init. Upang makontrol ang laki ng mga paliguan, ayusin ang lakas ng arko.

Ang tahi ay hindi magiging masyadong matambok kung hawak mo ang elektrod malapit sa patayong posisyon. Kung ikiling mo ang baras (halimbawa, 45˚), magsisimulang lumutang ang tahi. At kapag ang elektrod ay napakalapit sa pahalang na posisyon, ang paliguan ay nagsisimula sa diverge at ang tahi ay nagiging baluktot. Samakatuwid, ang pinakamainam na anggulo ng pagtabingi ay mula 45˚ hanggang 90˚.
Ang arc gap ay ang distansya sa pagitan ng ibabaw ng metal at ng elektrod. Ang puwang sa bawat yugto ay dapat na pareho upang ang hinang ay may mataas na kalidad at walang mga depekto.
Kung ang puwang ay maliit, ang weld ay magiging masyadong matambok, at ang materyal mismo ay hindi magsasama ng mabuti. Nangyayari ito dahil hindi maaaring uminit ang produkto. Kung mayroong isang malaking puwang, ang welding arc ay lilipat mula sa gilid sa gilid, at ang tahi ay lalabas na baluktot at mahina. Ang kinakailangang puwang na ipinapakita sa figure ay magbibigay ng mahusay na pagtagos at isang pantay na tahi.

Para sa hinang manipis na metal, mas mainam na gamitin ang reverse connection ng inverter, i.e. Ang "-" ay nakakabit sa sheet. Sa kasong ito, ang kasalukuyang lakas ay dapat nasa average na mga halaga. Ito ay mas mahusay na pumili ng isang elektrod na magkakaroon matagal na panahon natutunaw. Maganda ang modelong MT-2. Ginagamit ito ng mga welder sa mahabang panahon, kaya napatunayang mabuti ang sarili nito.

Ang pamalo, sa kaso ng manipis na metal, maaaring tumagilid ng humigit-kumulang 35˚. Una, maingat mong ilapit ito sa metal, pagkatapos ay hintayin na lumitaw ang pulang spot at maging isang patak. Ilipat ang electrode nang maayos upang ang droplet ay mananatiling pareho ang laki. Sa ganitong paraan ang tahi ay magiging pantay.









